



--整理:David--
MIM工艺的制程技术、材料和设备在国内已经越来越成熟,应用范围也非常广。
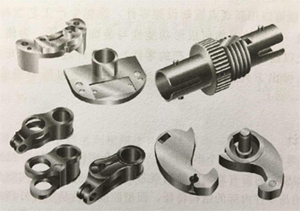
零件形状复杂、尺寸较小以及产量大,这些都是MIM工艺的优势。
这些强项,使其在电子数码产品、轻武器、手表、手工工具、牙齿矫正支架、汽车发动机零件、电子密封件、切削工具及运动器械中得到了大量的应用。
下图列出了一些MIM产品的例子。
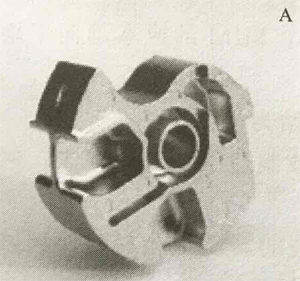
厚与薄截面组合的零件
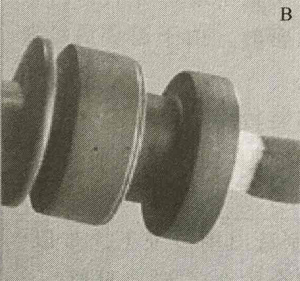
在MIM烧结硬质合金喷嘴中形成跟切
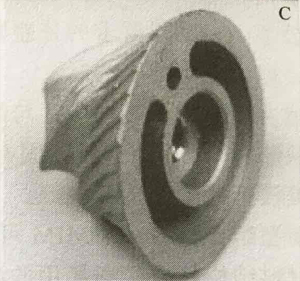
用空心可减少质量与减少壁厚
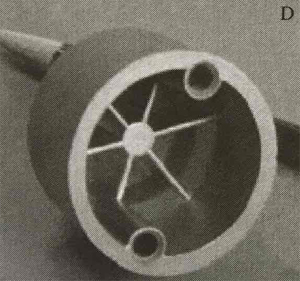
在罩内部的加强肋
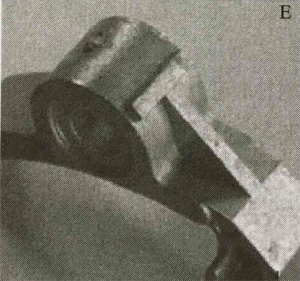
用简单腹板加肋链接两个部位
那么,如何判定一个产品是否应该选择MIM工艺,也就是选择MIM工艺的准则是什么呢?
表明有利于生产的几何形状特性的MIM零件例子
目前主要有下列主要事项,选择MIM工艺前需要考虑清楚。
1. 质量、切削量:对于在切削加工和磨削加工中材料损耗非常、加工非常耗时的零件,MIM在降低生产成本上极有优势;
2. 总需求量:模具费和研发费用对于低需求量的产品,分摊下来后是很难以承受的。因此,当产品的年需求量达到或超过2万件时,可以考虑选择MIM工艺。
3. 材料:MIM工艺是一种近净成形技术,对于由钛、不锈钢及镍合金之类难易切削的材料设计的零件,MIM最有吸引力。
4. 产品复杂性:MIM工艺最适合制造几何形状复杂的、在切削加工中需要变换很多次加工工位的多轴零件、多基准零件。
5. 使用性能:基于MIM产品的高密度,如果使用性能有需求,则MIM的高密度形成的性能有竞争力。
6. 表面粗糙度:表面粗糙度反映了最初粉末颗粒的大小。
7. 公差(精度要求):MIM烧结件的公差大概为±0.3%,如果产品要求的公差很严格,MIM烧结件就需要二次加工,如CNC,数控车等,MIM的成本也趋向于增高,需要评估比较。
8. 组合:为了节省库存与组装费用,可见多个零件固结为一个零件。
9. 缺陷:必须使MIM固有的缺陷处于非关键位置,或制造成型后可以除去,例如浇口印迹,顶针印迹或结合线。
10. 新型组合材料:MIM可制造出传统工艺难以制造的新型组合材料,例如叠片的或两种材料结构的或耐磨耗用的混合的金属-陶瓷材料。
MIM常用材料的种类很多,但有几种是主要的。若材料难以切削加工,诸如工具钢、钛、镍合金或不锈钢,对于MIM最终成型来说,是最有利的,MIM工艺可以一次性成型复杂的几何形状特征。
在不同的生产地点之间,用MIM可达到的性能是不同的。我们在设计之前,需要的许多性能参数都汇总与技术手册中。
现在,我们看到了很多为MIM设计的新的材料,其中有叠片结构的(硬磁-软磁,磁性的-非磁性的,传导性的-绝缘的)、泡沫金属及孔新建,这些可选择的项目,都将MIM推进到了几乎没有工艺可替代的领域。
参考资料:韩凤麟《金属注射成型精密零件生产与应用》

MIM技术交流QQ群:342917680 我的个人微信号:cnpim-deyu